Ультразвуковая дефектоскопия и радиационный контроль сварных соединений
Перевела Лилия Лисица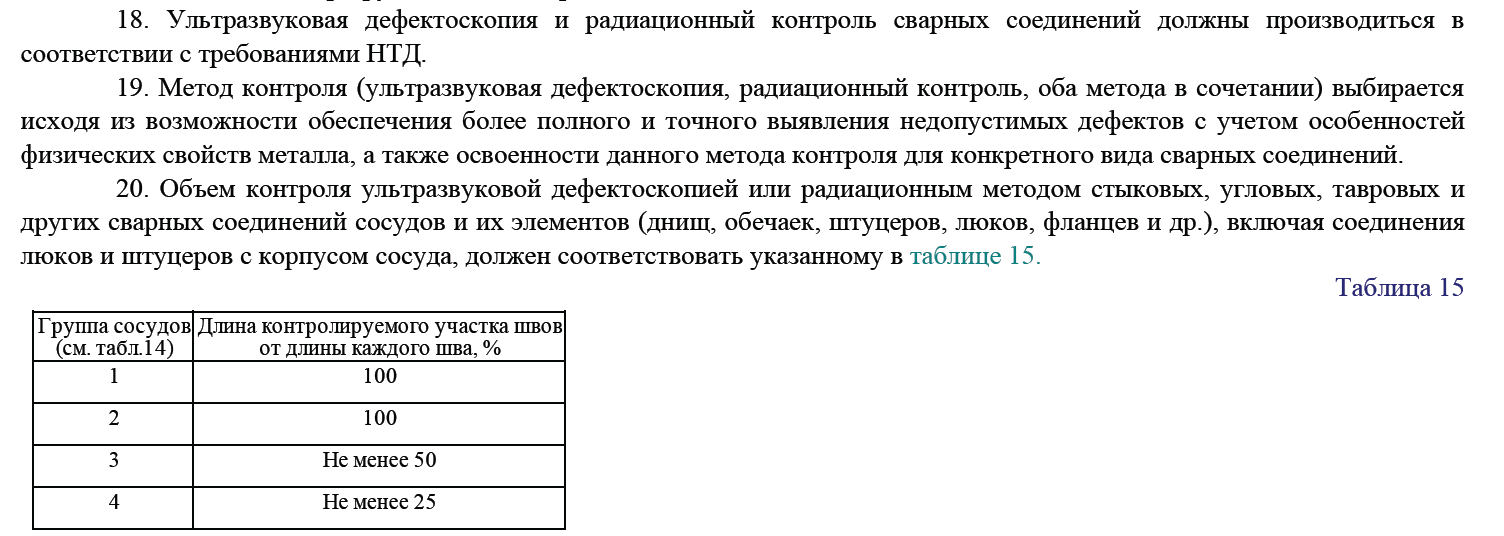
18.焊接接头的超声波探伤法和放射检测法的生产活动应遵循要求和技术文件指示。
19.检测方法的选择 (超声波探伤法,放射检测法,这两种方法需要相互协调使用) 需要保证能给不能容许存在的产品缺陷更加完整和精确的检测结果,要从考虑金属的物理性质的角度出发,并且选择检测方法时要符合不同的焊接接头的具体型号要求。
20.超声波探伤法和放射检测法对对接接头,对角接头,T型接头和其他焊接接头,以及对他们的零部件(底部,外皮,套管,口盖,凸缘等),包括口盖接头和套管外壳管的检测范围应按照表15的指示进行。
|
套管组(厘米/见表14) |
每条焊缝长度中可控焊缝长度所占比例,百分比 |
| 1 |
100 |
| 2 |
100 |
| 3 |
不少于50% |
| 4 |
不少于25% |
« Китайская каллиграфия (Предыдущая запись)
(Следующая запись) Тутта Карлссон Первая и Единственная, Людвиг Четырнадцатый и другие 小狐狸路德维克 »
Комментарии закрыты